

金属圆锯机锯片在切断工件时,其品质基本不会相差太多,表面比较光滑,无毛刺,如果发现突然工件的表面不怎么光滑,或是同边有刺头,铁屑粘工件不掉落等现象,基本可以判断锯片修磨时候到了。

有些时候,企业为了加快生产的进度,会擅自去调整高速金属圆锯机的一些参数,导致锯片锯切的速度过快,一般情况下速度为每秒为四到十二毫米,如果高于这个速度,将会加快锯片的消耗及曾强工作强度,引发较大的异响。
contact us
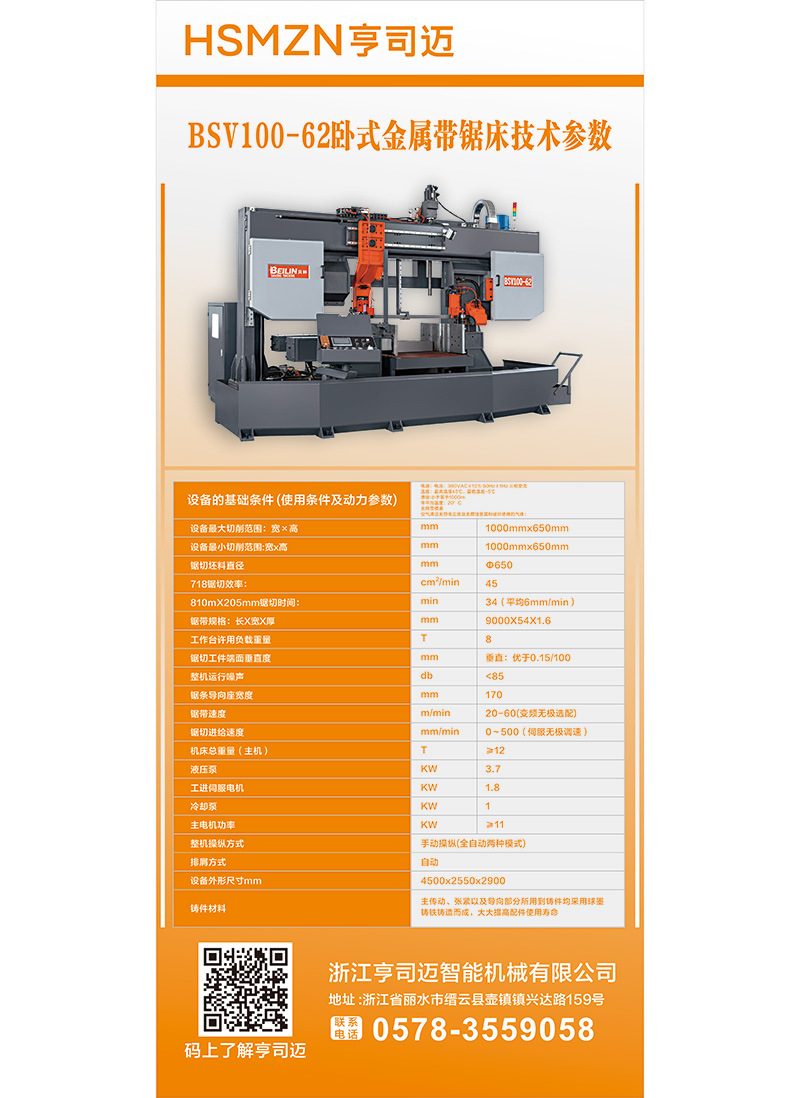
浙江亨司迈智能机械有限公司
联系人:吴老板
电 话:13905781129
地 址:浙江省缙云县壶镇镇工业园区兴达路159号
发布时间:2021-11-18 19:00:59访问:20750

联系我们 / contact us
联系人:吴老板 电话:13905781129|13906889828 地址:浙江省缙云县壶镇镇工业园区兴达路159号

版权所有:浙江亨司迈智能机械有限公司 备案号:浙ICP备2021029639号-1 浙公网安备 33112202000182号 技术支持: